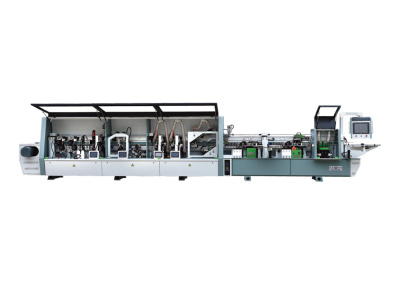
前很多家具生產生產廠家為了降低生產成本,都開始采購二手的封邊機,尤其是半自動封邊設備,二手市場上保有量很大。今天木工機械廠家來為大家介紹一下半自動封邊機的正確操作方法以及如何調試。
1、調節板材行進速度。半自動封邊機有傳送帶,而且這個傳送帶是兩排雙節距鏈條組成的,如果要想調節板材的行進速度,只需要減速機就可以。
2、后托料裝置調節,當封邊的工作較寬時,需要調節后托料架,使其托料架的小棍面與輸送鏈板處于同一平面上,其方法如下:(1)將兩塊加工板分別放在傳輸鏈板的頭尾兩處,壓緊。拉出托料架至適當位置。擰松固定托料架的螺栓,使其托料棍上面與工件下表接觸,然后固定住托料架。
3、溫度控制與把握。封邊所用的熱熔膠是受溫度影響的,因此在封邊過程中,溫度是至關重要的一項指標。半自動封邊機的膠涂在基材上,如果基材溫度過低將會使溶膠提前固化,就會使封邊材料粘不牢,容易掀起剝落,因此基材的溫度保持在20℃以上。
4、送料壓梁裝置的調節,送料壓梁裝置的高低主要根據工件的厚度來進行調節。調節方法如下:根據工作厚度來確定調節量的大小,用隨機附件帶套筒搖手柄套入調整桿①,并轉動直至數字表②顯示出的數字就是工件厚度。
5、封邊膠線處理。操作半自動封邊機的時候板材一定要與它的平面保持90度,封邊機的壓輥的壓力一定要分布均勻,熱熔膠一定要涂布均勻,而且涂膠量一定要合適,避免灰塵物質與膠線接觸,這樣才能保證封邊的美觀性。
6、溶膠涂膠的裝置的調節,1)涂膠量的調節見按標簽面板標注調節方向,用手擰轉調節手柄①,調節到所需的膠量。溶膠涂膠溫度調節
7、根據封邊料高度,調整封邊料高度導向裝置④,注意要與封邊料保持一定的間隙封邊0.4-1毫米厚度一般不需要調節封邊棍①和壓帶棍②的與導軌間的距離,只有在封邊厚度的板材需調整封邊帶棍與壓帶棍,使之與導軌之間的距離按其增厚加大。
8、移動行程開關X的前后位置可以調節封邊料伸出量的大小,封邊料安裝,調節及自動進料切斷裝置。封邊料材料主要有PVC,薄木板(單板),卷式封邊料的安裝及調試見A)將卷式封邊料放在封邊料轉盤上B)封邊料依次通過壓料棒②切斷刀口C)根據封邊料的高度,調整封邊料高度壓料棒位置,注意棒位置與封邊料保留一定的間隙
9、封邊料的調節,根據封邊料厚度,用手擰轉調節手柄③,使其刻度線顯示數值就是封邊料厚度即可。 按標簽板標注調節方向,用手旋轉調節手柄①⑤,使其工件上下邊封料加工量合適。 邊聊刮刀量合適。
聯系宏亞
地址:浙江省臺州市路橋區金清鎮金清大道西888號
手機:13736276888 15372165889
傳真:0576-8653019
郵箱:1019300336@qq.com
官網:www.hldqczl.com